 Sitka Spruce from Southeast Alaska is the finest in the world, which is why many wood processors look for their supply of Sitka Spruce from Southern Southeast Alaska.
Prince of Wales Island, the place we call home, has the highest concentration of the best grade Sitka Spruce. The climate here is maritime, cool but moderate. Without weather extremes, the wood grows at a very even, slow rate.
Sitka Spruce from Southeast Alaska is the finest in the world, which is why many wood processors look for their supply of Sitka Spruce from Southern Southeast Alaska.
Prince of Wales Island, the place we call home, has the highest concentration of the best grade Sitka Spruce. The climate here is maritime, cool but moderate. Without weather extremes, the wood grows at a very even, slow rate. Alaska Specialty Woods is distinct in the soundboard manufacturing industry for many different reasons — mainly our process. Our process is unique and more labor intensive than high production mills that can produce 2,000 guitar tops a day.
With modest equipment, our family-operated business competes with highly technical, computerized processes. While they are fast, they can also be wasteful to a diminishing old growth resource. From the moment we find a prospect, to the soundboard that meets your work bench, we take special measures to ensure that the tree is utilized to its fullest potential and that our products meet your requirements.
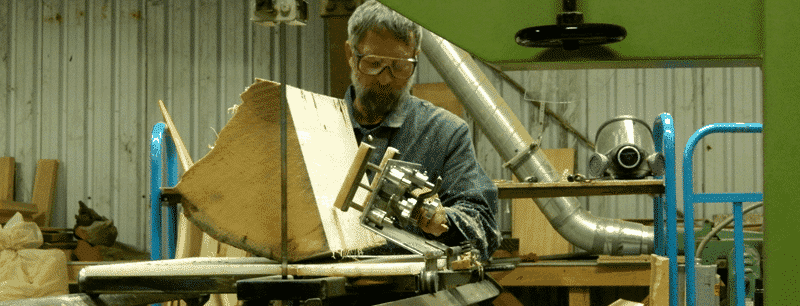
Our method requires more “hands-on” than most, and our product is not manufactured with computerized equipment. As compared with other large-scale soundboard manufacturers we can only produce a modest 300-400 guitar top sets a day, though not without tremendous fall down material. The material must be carefully read and dissected to recover the quality products within.
Because of the nature of salvaged timber (e.g. high defect). Guitar blocks or bolts are cut into various products that best suit that specific piece of wood. Our correction wedges are carefully sawn into products like carved top instrument fronts of various sizes and/or brace wood.
With such a wide range of products, we are able to uncover beautiful material and utilize it to the fullest potential. We can do this purely because we are a small family owned and operated business. Our source for those products happens to be right in our back yard, so to speak — primarily the Tongass National Forest.
Alaska Specialty Woods is distinct in the soundboard manufacturing industry for many different reasons — mainly our process. Our process is unique and more labor intensive than high production mills that can produce 2,000 guitar tops a day.
With modest equipment, our family-operated business competes with highly technical, computerized processes. While they are fast, they can also be wasteful to a diminishing old growth resource. From the moment we find a prospect, to the soundboard that meets your work bench, we take special measures to ensure that the tree is utilized to its fullest potential and that our products meet your requirements.
Our method requires more “hands-on” than most, and our product is not manufactured with computerized equipment. As compared with other large-scale soundboard manufacturers we can only produce a modest 300-400 guitar top sets a day, though not without tremendous fall down material. The material must be carefully read and dissected to recover the quality products within.
Because of the nature of salvaged timber (e.g. high defect). Guitar blocks or bolts are cut into various products that best suit that specific piece of wood. Our correction wedges are carefully sawn into products like carved top instrument fronts of various sizes and/or brace wood.
With such a wide range of products, we are able to uncover beautiful material and utilize it to the fullest potential. We can do this purely because we are a small family owned and operated business. Our source for those products happens to be right in our back yard, so to speak — primarily the Tongass National Forest. Once a Log is purchased and a contract signed we are able to ‘log’ the tree. For this project, we mobilize heavy equipment such as a skidder or log truck. When necessary, we rig a spar tree for lift to minimize harm to the surrounding ecology. This process is extremely sensitive to the terrain we work in and leaves almost no trace. However, if a tree cannot be taken in this manner we will resort to breaking down the material in the forest, leaving behind defect while maximizing the yield by making larger blocks. Although our primary source of material is acquired through the USFS, we also procure salvaged material from log rafts that were used for floating logging camps as well as from old logging road bridges.
From the 1950’s through the early 1990’s Alaska’s logging industry was thriving. During that time, different companies built large rafts made of old-growth Sitka Spruce trees because of the inaccessibility of the areas in Southeast Alaska. These rafts were used for moving logging camps and equipment; they ranged in size from 60 to 100 feet long and from 40 to 80 feet wide. Most have been lost, burned, or have deteriorated beyond use. Those that are left are few and far between. When we purchase a log float, it is towed to a manageable area for dismantling and the logs are then hauled to our own sorting yard for primary breakdown. Although the logs are generally very big, the yield from floats is typically less than 50 percent due to damage caused by mollusks that burrow into the wood leaving holes throughout the areas that are under the water surface. This is a unique type of defect because the water helps to preserve the wood, therefore it is still possible to utilize in creative ways. (toredo guitar pic).
Once a Log is purchased and a contract signed we are able to ‘log’ the tree. For this project, we mobilize heavy equipment such as a skidder or log truck. When necessary, we rig a spar tree for lift to minimize harm to the surrounding ecology. This process is extremely sensitive to the terrain we work in and leaves almost no trace. However, if a tree cannot be taken in this manner we will resort to breaking down the material in the forest, leaving behind defect while maximizing the yield by making larger blocks. Although our primary source of material is acquired through the USFS, we also procure salvaged material from log rafts that were used for floating logging camps as well as from old logging road bridges.
From the 1950’s through the early 1990’s Alaska’s logging industry was thriving. During that time, different companies built large rafts made of old-growth Sitka Spruce trees because of the inaccessibility of the areas in Southeast Alaska. These rafts were used for moving logging camps and equipment; they ranged in size from 60 to 100 feet long and from 40 to 80 feet wide. Most have been lost, burned, or have deteriorated beyond use. Those that are left are few and far between. When we purchase a log float, it is towed to a manageable area for dismantling and the logs are then hauled to our own sorting yard for primary breakdown. Although the logs are generally very big, the yield from floats is typically less than 50 percent due to damage caused by mollusks that burrow into the wood leaving holes throughout the areas that are under the water surface. This is a unique type of defect because the water helps to preserve the wood, therefore it is still possible to utilize in creative ways. (toredo guitar pic).
 Bridge stringers can also provide a valuable resource. When the logging road system was expanding, bridges were built to span creeks by using large old-growth Sitka Spruce trees because of the sheer size in length and girth as well as the immense strength inherent in spruce to support fully loaded log trucks and other massive equipment. While the logs may have been buried, degradation from the sunlight on the exposed edges can be quite extensive. The real problem however, comes from the breakage within the logs due to the burden of heavy traffic. When the bridges are dismantled, they are set aside and remain there to deteriorate unless someone can utilize them. That is where ASW enters the scene, employing very meticulous harvesting techniques to maximize yield and, above all, quality.
Bridge stringers can also provide a valuable resource. When the logging road system was expanding, bridges were built to span creeks by using large old-growth Sitka Spruce trees because of the sheer size in length and girth as well as the immense strength inherent in spruce to support fully loaded log trucks and other massive equipment. While the logs may have been buried, degradation from the sunlight on the exposed edges can be quite extensive. The real problem however, comes from the breakage within the logs due to the burden of heavy traffic. When the bridges are dismantled, they are set aside and remain there to deteriorate unless someone can utilize them. That is where ASW enters the scene, employing very meticulous harvesting techniques to maximize yield and, above all, quality. 100% of the material processed by Alaska Specialty Woods is considered salvage. General salvage is used to glean through the chunks, slabs and debris left behind after the regular timber sales have been made. Since there is no forest canopy to protect the logs from the decaying effects from the sun, it must be dealt with quickly. Salvaging wood requires a lot more work.
Log bridges, used to build bridges over which thousands of logging trucks passed en-route carrying logs for uses around the world, are used by us to reclaim the forest back to its natural state. These bridges are sometimes removed and sold to processors for milling or local homeowners for personal use.
The selection of a tree must meet our rigorous standards in the woods. They also have to meet certain regulations before acquisitions. The tree cannot be near a stream, cave or sink hold, designated old growth habitat or wilderness area and wildlife can’t be using it. However, even with our environmentally friendly harvesting techniques, new regulations and a diminishing resource are making it more difficult to acquire.
100% of the material processed by Alaska Specialty Woods is considered salvage. General salvage is used to glean through the chunks, slabs and debris left behind after the regular timber sales have been made. Since there is no forest canopy to protect the logs from the decaying effects from the sun, it must be dealt with quickly. Salvaging wood requires a lot more work.
Log bridges, used to build bridges over which thousands of logging trucks passed en-route carrying logs for uses around the world, are used by us to reclaim the forest back to its natural state. These bridges are sometimes removed and sold to processors for milling or local homeowners for personal use.
The selection of a tree must meet our rigorous standards in the woods. They also have to meet certain regulations before acquisitions. The tree cannot be near a stream, cave or sink hold, designated old growth habitat or wilderness area and wildlife can’t be using it. However, even with our environmentally friendly harvesting techniques, new regulations and a diminishing resource are making it more difficult to acquire.
 Whenever possible, we try to find wind blown trees. We feel this is utilizing the valuable resource of our forest without clear-cut logging. To find these trees in the woods it takes patience and persistence, as the forest is so vast.
Once we have found a blow down log with a diameter of three to eight feet, we need to determine if there is “music” in the wood. If the log passes our very stringent critique by a trained eye, then the next step is to purchase the log. 95% of the material we process is considered salvage, not green wood. Working with green wood presents many problems, like moving and cracking much more than logs that have been seasoned in the round. Of course, only a small percentage of any large diameter log makes tonewood grade. Dealing with this salvage wood requires a lot more work.
Whenever possible, we try to find wind blown trees. We feel this is utilizing the valuable resource of our forest without clear-cut logging. To find these trees in the woods it takes patience and persistence, as the forest is so vast.
Once we have found a blow down log with a diameter of three to eight feet, we need to determine if there is “music” in the wood. If the log passes our very stringent critique by a trained eye, then the next step is to purchase the log. 95% of the material we process is considered salvage, not green wood. Working with green wood presents many problems, like moving and cracking much more than logs that have been seasoned in the round. Of course, only a small percentage of any large diameter log makes tonewood grade. Dealing with this salvage wood requires a lot more work.
While many soundboard manufacturers will purchase material already processed into block, ASW sources and processes all material from start to finish. We begin our primary breakdown process by dissecting each round of a log and eliminating as much defect as possible (e.g. knots, rot, and breakage) into asymmetrical and sometimes difficult to handle pieces.
Salvaged material has significantly more defect than “green” fell trees, therefor larger blocks are preferred for patterning around the defect. Though it is much more labor intensive, our yield is much higher. By “reading” the end-grain and analyzing the form of the log, we can determine the general grade of a log. For a high-grade log, we will target grade. In low-grade material, though we follow the same principles, we will instead target volume.

Regardless of the target product, there will always be a significant amount of “fall-down” material. A tree is cylindrical, so it follows that square blocks do not utilize the full potential of a log and therefor intermediary wedges (correction wedges) are taken from defective areas of a ‘round’ to accommodate the dimensions of the tree.

The correction wedges are set aside to be re-sawn into various carved-top and small body flat-top instruments or brace stock. What does not make product we use as firewood to heat our processing facility. This is just the beginning. It is not until the secondary breakdown process that we see what a tree might truly yield.
 Our production facility is equipped with three 42 inch vertical band saw mills for dissection and processing of raw material. Some blocks may be up to 20 inches deep making them difficult to handle and problematic to cut. Some of the large blocks can yield one piece guitar tops (i.e. a single board from a tree old enough and strong enough to yield a 16-18 inch acoustic guitar). It is only because of our hands-on methods that we are able to supply such unique products.
Specialty products are not always the target but we maintain the same procedure of manual breakdown. First, we target larger body instruments (e.g. jumbo acoustic bass tops and dreadnought guitars). If they do not pattern, the sets are further trimmed into smaller instruments such as classical guitar tops, flat-top mandolins or bouzoukis, and finally ukuleles.
Our production facility is equipped with three 42 inch vertical band saw mills for dissection and processing of raw material. Some blocks may be up to 20 inches deep making them difficult to handle and problematic to cut. Some of the large blocks can yield one piece guitar tops (i.e. a single board from a tree old enough and strong enough to yield a 16-18 inch acoustic guitar). It is only because of our hands-on methods that we are able to supply such unique products.
Specialty products are not always the target but we maintain the same procedure of manual breakdown. First, we target larger body instruments (e.g. jumbo acoustic bass tops and dreadnought guitars). If they do not pattern, the sets are further trimmed into smaller instruments such as classical guitar tops, flat-top mandolins or bouzoukis, and finally ukuleles.
 During this process, defect within the block is eliminated (e.g. knots, rot, fractures, pitch inclusions) while quality boards are targeted. Stiffness is an important characteristic in Sitka Spruce and a necessary element for an instrument. To achieve the highest strength in a soundboard, each block is individually dissected to recover the maximum yield in vertical grain (vg) boards. When required, correction wedges are taken in order to maintain the grain orientation.
If grain slope or ‘runout’ is present at all in a block, a preliminary face cut is made to minimize any runout and subsequent tops are taken from there. These factors cannot be managed by computer programming but require the personal touch of an expert. Even our larger products such as double bass and cello front, are put through this arduous and meticulous process.
Properties of every individual tree can vary greatly; to ensure that our resources are used to their fullest potential we sort and select our material as it correlates to different instruments and uses. Coarse grain is much more applicable to the larger resonant instruments such as double bass, therefor logs that exhibit those qualities are selected as such. A flitch or cant will be ripped from a log using a large chain saw.
Then, using a horizontal band saw mill, the flitches are re-sawn to extract the large bass and any possible cello fronts. Areas that do not yield either will be taken to the vertical saws where further dissection is required for all smaller body instruments. The exhaustive process does not end there, however. All products are put through a kind of finishing step and must pass our quality control. (bandsaw mill and cutting double bass fronts pic)
During this process, defect within the block is eliminated (e.g. knots, rot, fractures, pitch inclusions) while quality boards are targeted. Stiffness is an important characteristic in Sitka Spruce and a necessary element for an instrument. To achieve the highest strength in a soundboard, each block is individually dissected to recover the maximum yield in vertical grain (vg) boards. When required, correction wedges are taken in order to maintain the grain orientation.
If grain slope or ‘runout’ is present at all in a block, a preliminary face cut is made to minimize any runout and subsequent tops are taken from there. These factors cannot be managed by computer programming but require the personal touch of an expert. Even our larger products such as double bass and cello front, are put through this arduous and meticulous process.
Properties of every individual tree can vary greatly; to ensure that our resources are used to their fullest potential we sort and select our material as it correlates to different instruments and uses. Coarse grain is much more applicable to the larger resonant instruments such as double bass, therefor logs that exhibit those qualities are selected as such. A flitch or cant will be ripped from a log using a large chain saw.
Then, using a horizontal band saw mill, the flitches are re-sawn to extract the large bass and any possible cello fronts. Areas that do not yield either will be taken to the vertical saws where further dissection is required for all smaller body instruments. The exhaustive process does not end there, however. All products are put through a kind of finishing step and must pass our quality control. (bandsaw mill and cutting double bass fronts pic)
Our final steps for a finished product that will go on to create any type of instrument, include the drying and surfacing stages. Because large instruments, such as a double bass, inherently require a large piece of wood, we must take extra measures to seal the ends so as to reduce cracking and breaking.
This is the case for any products with reasonable mass, (e.g. cello fronts, archtop guitar wedges, mandolin wedges, block stock and flute stock, etc.). Once sealed all products are individually stickered and immediately stored in one of our drying chambers to achieve a 7 to 10 percent moisture content. If these measures are not taken the products are susceptible to mold spores, causing blue stains and degradation.
Once the products have reached the appropriate moisture content of 7 to 10 percent, they are unstickered and all boards are surfaced for symmetry and grading purposes. This process is two-fold in the result of the finished product. It allows us to minimize defect as well as create a better surface for grading. When boards are surfaced, we will target areas with defect, and the majority of the thickness will be taken from that side to an average of 4.5 millimeters.

By doing so, we can turn a low-end product into a high-end product. Additionally, if there is defect within the board, surfacing will allow us to see that defect and the board may be downgraded accordingly. Indeed, it is only after the finishing process that one can see the true visual properties of a top. These final and yet very important steps promote consistency in the quality and grade of all our products. We are confident that the product you purchase is what you will receive and is of the highest order of quality.

Once dried, they need to be de-stickered and surfaced for consistency in size. The saw marks are removed from the boards to clean up the face. At that point one can better see the grain of the woods for grading. After surfacing the boards, they are graded and sorted, then put in inventory to wait for the orders.

Alaska Specialty Woods has one primary source for all material acquisitions. Whether the wood comes from old log floats, old log bridges or from a wind-fell tree in the forest, all of it is from the beautiful and ancient Tongass National Forest (TNF). The Tongass is often referred to as the “crown jewel of the National Forest System”. Located in the Southeastern panhandle of Alaska, or the Alexander archipelago — made up of over one thousand islands — it covers over 17 million acres and is the largest national forest in the United States. The Tongass, a temperate rainforest, thrives in maritime climate of Southeast Alaska because of the high humidity throughout the year and sufficient sunlight during the spring and summer.
Due to the remote location and inaccessibility of the Tongass, many areas of the forest remain pristine, limiting the amount of viable resource options. Within the last few decades, Alaska’s TNF has seen a significant decline in the available old-growth resources due to the timber industry as well as regulatory legislation, such as Land Use Designation (LUD). We do not discourage the management of our natural resources — rather we encourage it — but there is always room for improvement. One way is through acknowledgement of local information. That process has begun and Brent Cole Sr. is one of many individuals involved with helping to create a conscientious and thorough land management plan for the Prince of Wales area. We believe it is our duty to promote sustainable management practices for the improvement and longevity of our old-growth resource.
Although, by and large the clear-cut operations that have taken place in the recent years have been on private land through private companies, the National Forest Service is still facilitating clear-cut old-growth timber sales, both of which contribute to the unsustainability of old-growth timber in the area. While ASW does not condone old-growth clear cutting, we do understand the necessity of maintaining a competitive market through responsible timber management. Those who are not directly affected by the consequences of the declining timber industry and the resource it encompasses, may be more inclined to purchase material from clear-cut logging.
Alaska Specialty Woods is the largest soundboard manufacturer in the world that can claim 100 percent of production material is salvage-sourced old-growth. Any and all products that make up our variety of inventory is acquired through sustainable and environmentally sound methods. The primary means for collecting raw material is through the USFS facilitated Mircosale program. This program allows only a limited quantity of less than 50mbf (50,000 board feet) per sale, eliminating any notion of clear-cut logging. Any tree in the sale must meet all criteria within the parameters of the program (i.e. all trees must be dead and/or down, must not fall within any buffer of a specified fish stream or tributary thereof, may not be in wetland areas or wildlife habitat, etc.) and cannot be acquired from any wilderness protection area. Within these guidelines the available old-growth becomes very limited. Hence, we only have the option to take what nature provides.


Though Alaska Yellow Cedar is not a traditional wood, it is gaining popularity. There are a few custom builders using Alaska Yellow Cedar for guitar tops. It is being used more for backs and sides of Flamenco Guitars. It is a denser wood than Red Cedar with a specific gravity very close to Sitka Spruce. It has a very pleasing light yellow color and a peculiar smell. The grain is usually very fine and consistent. We have a very adequate supply on hand.
If you know others who need Sitka Spruce Tonewood share our site with them and help spread the word about Alaska Specialty Woods.